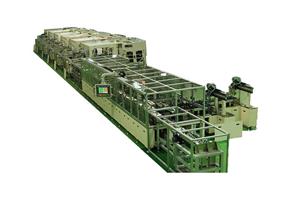
Overview
This line is categorized into Capsule Line and Assembly Line, which are manufacturing processes of the Head Light H7 Bulb for automobiles. The Capsule Line is equipped with Bridge, Tubulating, Mount, Sealing, Exhaust, and Burning equipment whereas the Assembly Line is composed of Focusing, Top Plating, 100% Visual Inspection & Marking, and Auto Burning equipments.
Production Capacity
- UPEH = 1,600 EA/HR (Tact Time 2.25 Sec)
- Equipment Operating Speed: Variable setting based on the Inverter control
- Capsule Line and Assembly Line equipments are operated On Line.
- Bridge Making M/C is operated separately Off Line.
Metarial
- H7 Bulb exclusive
- Filament: DC12V, DC24V dual usage
|
Classification |
Equipment |
|
Capsule Line |
Tubulating M/C |
|
Bridge Making M/C |
|
|
Tubulating M/C |
|
|
Bridge Making M/C |
|
|
Tubulating M/C |
|
|
Bridge Making M/C |
|
|
Main Assembly Line |
Capping & Focusing M/C |
|
Top Coating M/C |
|
|
100% Vision Inspection & Marking M/C |
|
|
Auto Burning M/C |
Overview
This M/C supplies Mo Wire for making the Bridge, which is a component of the H7 Bulb, continues with Cutting into Long Wire and Short Wire for Forming; and then combines them with Bead (Quartz Rod) by heat sealing.
Production Capacity
- Production Cap.: 1,600 EA/HR (Index Tact Time 2.25sec)
- M/C Operating Speed: PLC variable function setting
M/C drive system
Vertical Type intermittent drive system by the Index Unit. Each apparatus is run by Cam, Air Cylinder, or the AC Motor.

Overview
This M/C supplies the Body Tube and Exhaust Tube to make Tubes for H7 Bulbs then undergoes Forming followed by heat sealing.
Production Capacity
- Production Cap.: 1,600 EA/HR (Index Tact Time 2.25sec)
- M/C operating speed: Variable setting by Inverter control
M/C drive system
- Index unit based Vertical Type intermittent drive system.
- Index stop tolerance is less than ±30”.
- Each apparatus is run either by Cam, air cylinder, or motor.

Overview
This machine automatically supplies U-Pin, Mo Foil, Bridge, and Filament for building Mount for H7 Bulbs, then continues with Spot Welding for Mount completion.
Production Capacity
- Production Cap.: 1,600 EA/HR (Index Tact Time 2.25sec)
- M/C operating speed: Variable setting by Inverter control
M/C drive system
- Index unit based Vertical Type intermittent drive system.
- Index stopping tolerance is less than ±30”.
- Each apparatus is run either by Cam, air cylinder, or motor.

Overview
This M/C applies heat to the H7 Bulb Mount and Tube Assembly connected part for Pinch Sealing.
Production Capacity
- Production Cap. : 1,600 EA/HR (index Tact Time 2.25sec)
- M/C operating speed: Variable setting by Inverter control
M/C drive system
- Index unit based Vertical Type intermittent drive system.
- Index stop tolerance is less than ±30”.
- Each apparatus is run either by Cam, air cylinder, or motor.

Overview
This M/C injects in-out burning gas to Sealing completed Bulb for H7 Bulb then using the liquid nitrogen, continues with cold-condensation, Tip Off, then sealing.
Production Capacity
- Production Cap.: 1,600 EA/HR (Index Tact Time 2.25sec)
- M/C operating speed: Variable setting by Inverter control
M/C drive system
- Index unit based Vertical Type intermittent drive system.
- Index stop tolerance is less than ±30”.
- Drive of each system utilizes either Cam, air cylinder, or the motor.

Overview
This M/C identifies defects by lighting the H7 Bulb while in Capsule condition and loads the acceptable quality products on to the Tray.
Production Capacity
- Production Cap.: 1,600 EA/HR (Index Tact Time 2.25sec)
- M/C operating speed: Variable setting by Inverter control
M/C drive system
- Index unit based Vertical Type intermittent drive system.
- Index stop tolerance is less than ±30”.
- Drive of each system utilizes either Cam, air cylinder, or the motor.

Overview
This M/C assembles Capsule of the H7 Bulb with the Adapter, S-Ring, and Base, and from reference point of the Base, aligns the X, Y, Z, and C-axis Stage to light center and nominal dimension using the Servo Motor for Laser Welding and Ar Welding of the terminal.
Production Capacity
- Production Capa.: 1,600 EA/HR (Index Tact Time 2.25sec)
- M/C operating speed: Variable setting by Inverter control
M/C drive system
- Index unit based Vertical Type intermittent drive system.
- Index stop tolerance is less than ±30”.
- Drive of each system utilizes either Cam, air cylinder, or the motor.

Overview
This M/C plates are used to paint the top part of the H7 Bulb Capsule then dries with Hot Blower, lights, electric heater, and Gas Burner.
Production Capacity
- Production Cap.: 1,600 EA/HR (Index Tact Time 2.25sec)
- M/C operating speed: Variable setting by Inverter control
M/C drive system
- Index unit based Vertical Type intermittent drive system.
- Index stop tolerance is less than ±30”.
- Drive of each system utilizes either Cam, air cylinder, or the motor.

Overview
This M/C conducts final visual inspection of the H7 Bulb nominal dimension and Ink Jet Marking on good quality products.
Production Capacity
- Production Cap.: 1,600 EA/HR (Index Tact Time 2.25sec)
- M/C operating speed: Variable setting by Inverter control
M/C drive system
- Index unit based Vertical Type intermittent drive system.
- Index stop tolerance is less than ±30”.
- Drive of each system utilizes either Cam, air cylinder or the motor.

Overview
This M/C conducts final visual inspection of the H7 Bulb nominal dimension and Ink Jet Marking on acceptable parts.
Production Capacity
- Production Cap.: 1,600 EA/HR (Index Tact Time 2.25sec)
- M/C operating speed: Variable setting by Inverter control
M/C drive system
- Index unit based Vertical Type intermittent drive system.
- Index stop tolerance is less than ±30”.
- Drive of each system utilizes either Cam, air cylinder, or the motor.