Equipment Overview & Specification
|
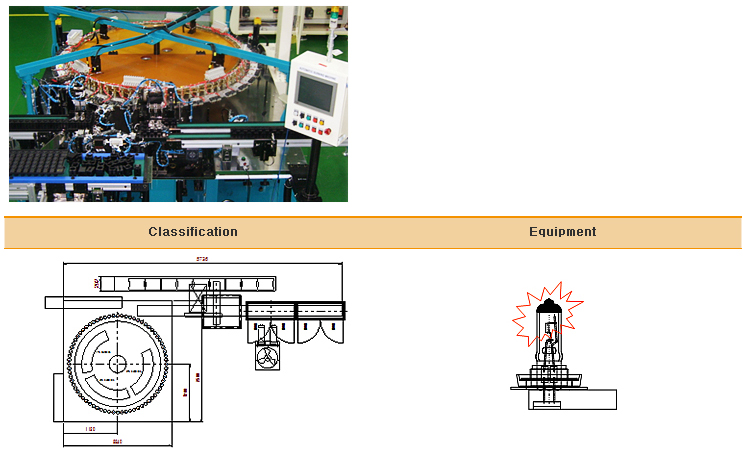
Equipment Overview |
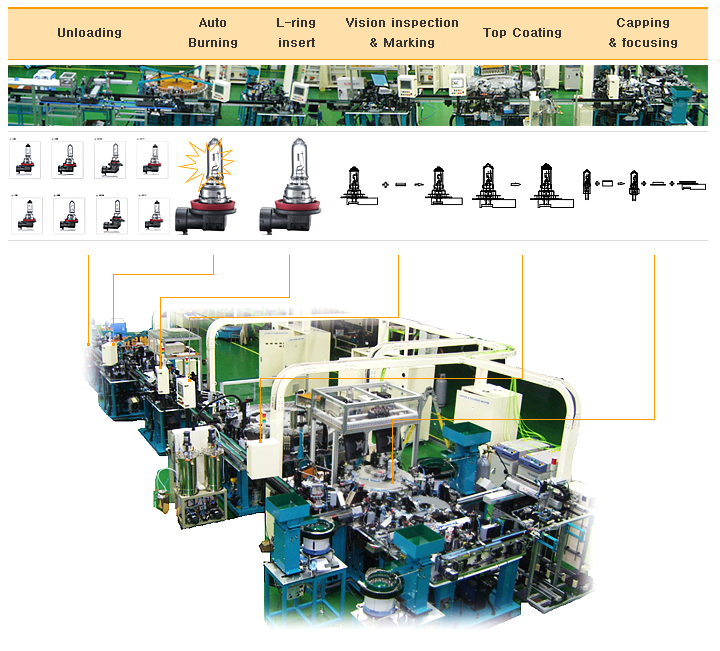
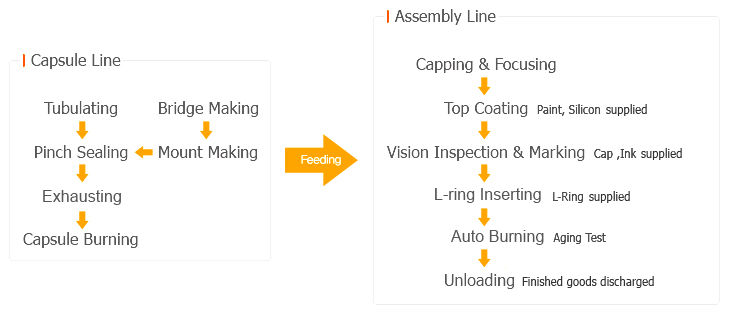
Among the automobile Head Light Bulb manufacturing processes, Capsule Line and Assembly Line, apply to the Assembly Line and composed In Line. |
|
|
Equipment Specification |
Produced Model |
(H8, H9, H11) Filament for both DC12 and DC24 |
|
Capacity & Control |
UPEH = 1,440ea [Tact Time = 2.5Sec/ea] |
|
|
Production Speed control by Inverter |
||
|
In line system |
||
|
Material |
Capsule Assembly |
|
|
①Adapter ② S-ring ③ Base ④ Cap ⑤ L-Ring |
||
|
Equipment Composition |
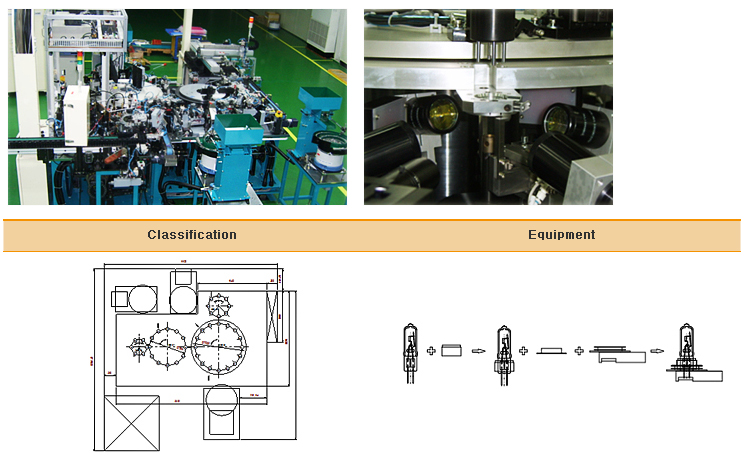
#1. Capping & Focusing |
1 Cell |
|
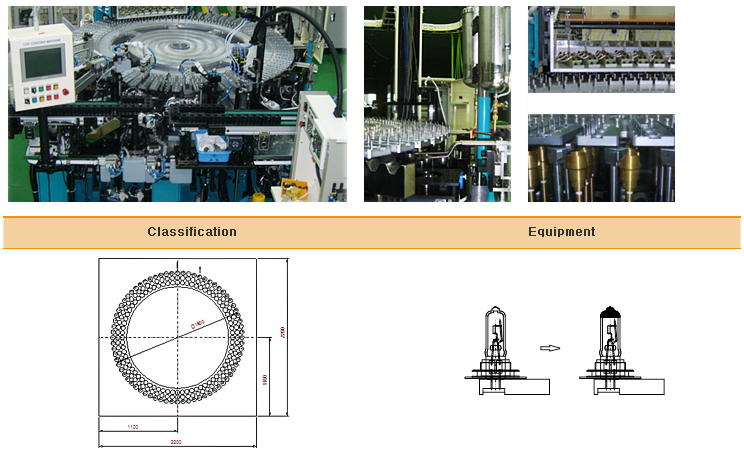
#2. Top Coating |
1 Cell |
|
|
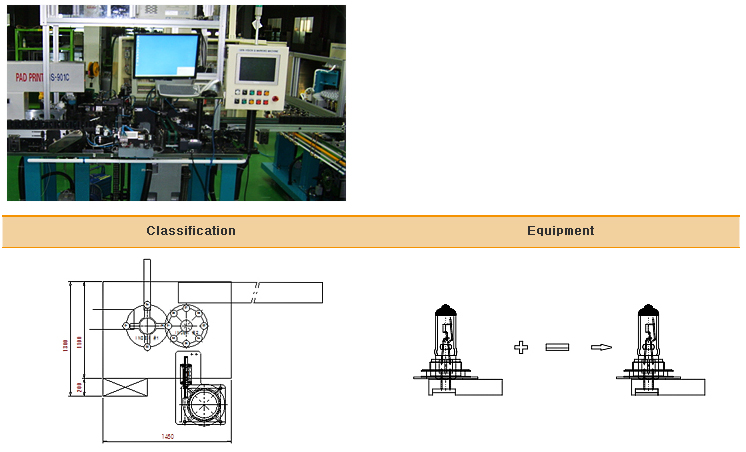
#3. Vision Inspection & Marking |
1 Cell |
|
|
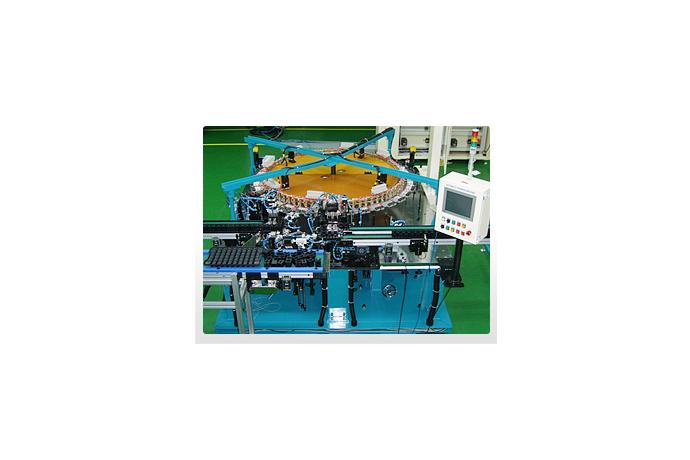
#4. L-ring Inserting |
1 Cell |
|
|
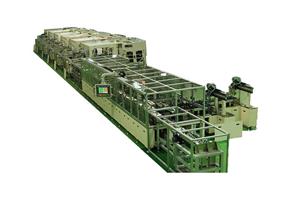
#5. Auto Burning |
1 Cell |
|
|
#6. Unloading |
1 Cell |
|
Main Assembly Line (Post-Process)
Overview
The Cell assembles Capsule with the Adapter, S-Ring, and Base, then X, Y, Z, C-axis Stage is aligned with light center and nominal dimension from center of the Base using a Servo Motor followed by Laser Welding and Ar Welding of the terminal.
Overview
Cell dispenses Silicon to Ar Welded section of the Bulb Base and paint is coated on the top part of the Capsule, then the bulb undergoes Hot Blower, initiator, electric heater, and Gas Burner heat drying.
Overview
Final visual inspection of the H8 Bulb nominal dimension is conducted; caps are automatically fed into acceptable products for assembly; and Ink Pad Marking is then performed.
Overview
The L-Ring is automatically fed into the Bulb for assembly.

Overview
The completed Bulb of the Bulb is turned On for a specified amount of time then Watt, Current, and Resistance test is conducted to identify good quality products.
The selected bulbs are then loaded into the finished product Tray.
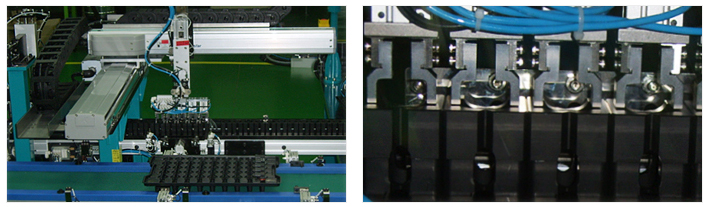
Overview
In this Cell, the equipment Picks Up the finished Bulb using 5 hands of the 2-axis Cartesian coordinate robot and moves the bulb on to the Tray; the Tray is then transported to the BSF [Buffer Stock Feeder] for multi-layer stacking.